
TM 55-8145-202-14
Welds on top of the "T" section must be smooth. Grind if necessary.
All aluminum edges to be welded must be prepared for welding by cleaning
with stainless steel wire brush and solvent.
a.
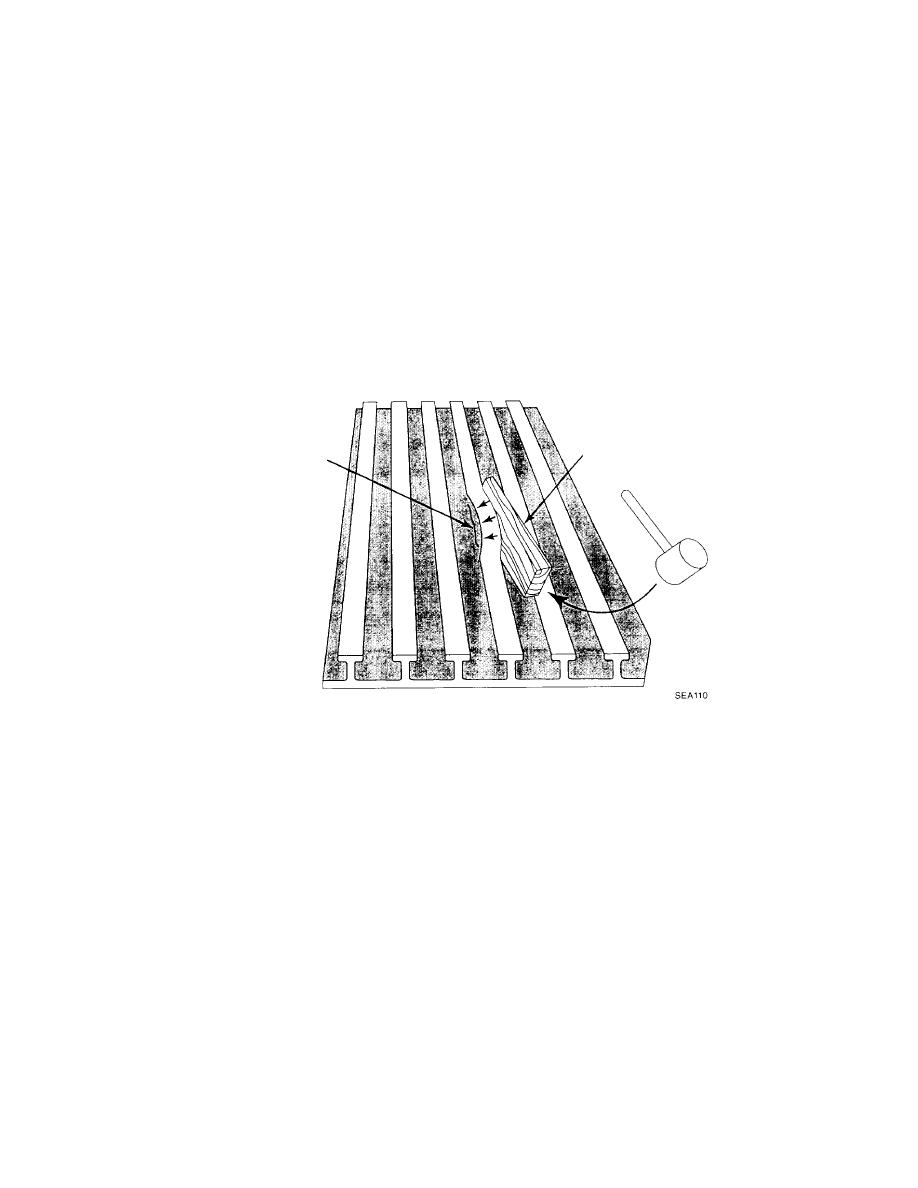
Straightening.
NOTE
Minor distortions less than 1/4 in (6 mm) deep can be straightened cold. Use a wooded wedge
and mallet for straightening.
(1)
Place the wedge between "T" sections beyond the damaged (distorted) area.
(2)
Using the mallet, drive the wedge forward through the distorted area until the profile has
been restored to original shape.
(3)
If straightening causes cracks, weld the cracks after straightening.
IF CRACKED
WELD AFTER
WOODEN
STRAIGHTENING
WEDGE
.
b.
Partial Replacement of "T" Floor.
NOTE
Do not plan a longitudinal cut along a weld joint. If damaged section includes a welded joint,
mark for an adjacent cut which will expose fasteners.
(1)
Mark the damaged area to be replaced.
(2)
Cut along the edge of the marked area using a reciprocating saw.
(a)
The depth of the cut should be the minimum necessary to cut through
the floor without excessive damage to the insulation or underlying structure.
(b)
Cuts should be straight and vertical.
5-31
