
TM 5-3810-306-34
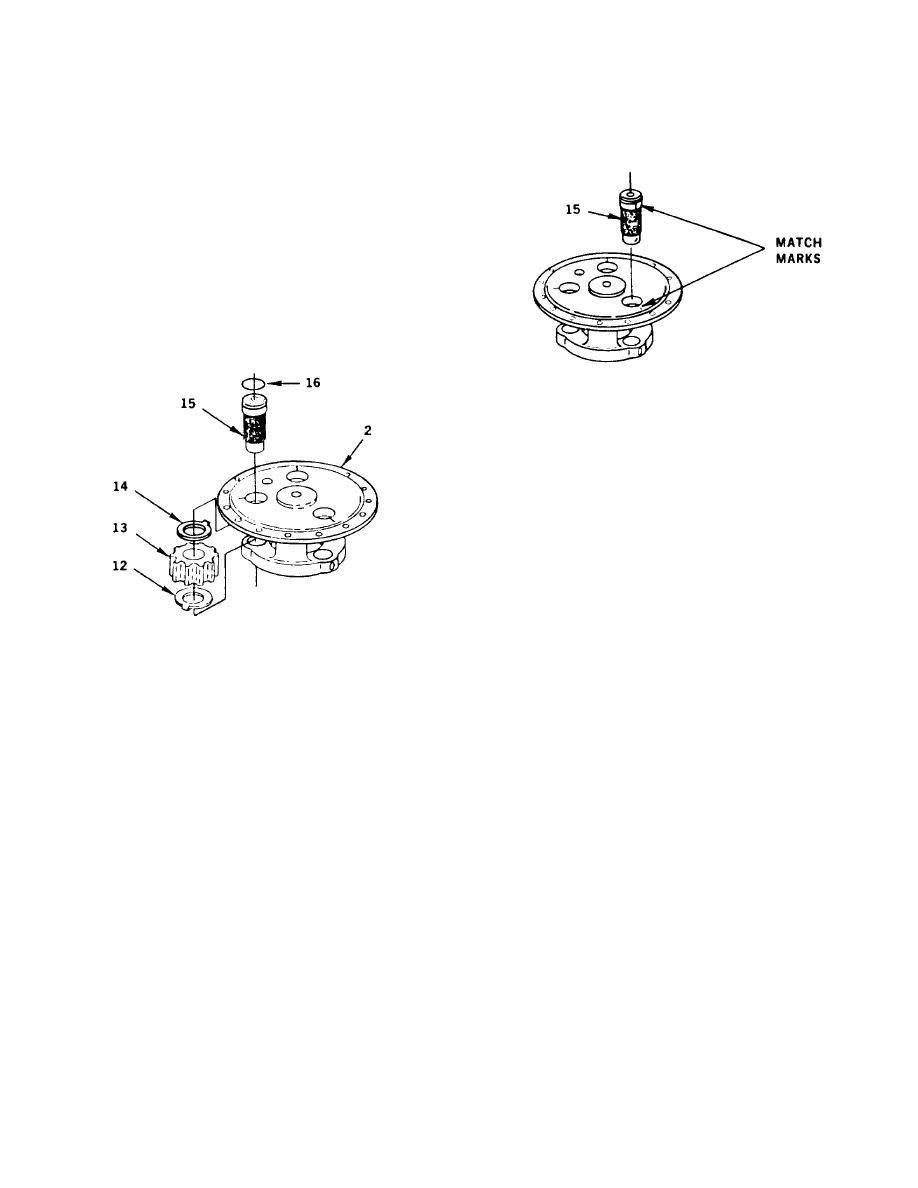
g. On axle models with one-piece integral
CAUTION
spider and cover align match-mark on
large diameter of shaft with match-mark
Chamfers on large bores must be
on spider.
smooth. Use emery cloth to remove
surface blemishes. Failure to follow
this caution could result in damage to
shaft (15) and preformed packing
(16).
b. Install new preformed packing (16) on
each shaft (15).
Ensure preformed
packing (16) is not twisted.
c. Place spider (2) in press with the flange
side up. Block up as required.
NOTE
These match-marks provide proper
alignment of the set screw hole in the
small end of the shaft and the tapped
set screw hole in the spider boss.
h. Apply film of non-hardening sealant
(Permatex 51 or equivalent) to preformed
packing (16) and large end of shaft.
CAUTION
Do not strike shafts (15) directly with
a steel hammer. Personal injury from
d. Install inner washer (12) with washer tab
chips or splinters may result.
engaged in spider indent and washer bore
aligned with spider bore.
NOTE
e. Coat bore of the spur gear (13) with a film
of MIL-L-2105 gear oil. Slide spur gear
If a press is not available use a brass
and outer flat washer (14) into spider.
drift and mallet to tap the shaft (15)
Align bores of parts and engage outer flat
through the spider and spur gear.
washer (14) tab in spider indent.
i. Being careful to keep shaft (15) aligned,
f. Install flat shaft (15) into spider and
press shaft into spider until shoulder of the
through the spur gear and flat washers by
shaft bottoms against inner flat washer
hand. The large end of the shaft will bind
(12).
in the spider bore due to an interference
fit.
8-58
